در روش آبکاری ˛ یک لایه فلزی محافظ بر روی سطح جسم مورد نظر روکش میشود. معمولا این عمل در یک محیط آبی انجام میگیرد. برای این منظور خود فلز یا نمک فلزی که روکش شدن آن مدنظر میباشد در یک حلال حل شده و سپس با استفاده از یک منبع ولتاژ خارجی ویا یک عامل احیاکننده که در محلول وجود دارد ˛ فلز احیا شده و بر روی سطح یک روکش فلزی ایجاد میکند.
فرآیند ایجاد روکش با استفاده از منبع ولتاژ خارجی ˛ آبکاری الکتریکی (electroplating) نامیده میشود. اگر فرآیند ایجاد روکش فلزی توسط یک عامل احیاکننده در درون محلول انجام گیرد در اینصورت به آن آبکاری بدون برق (electroless plating) گفته میشود. فرآیند آبکاری بدون برق علاوهبر قطعات فلزی بطور وسیعی برای آبکاری مواد غیرهادی مانند پلاستیک استفاده میشود. روش آبکاری الکتروشیمیایی (electroplating) برای ایجاد یک روکش فلزی برروی یک جسم فلزی یا هر جسم با هدایت الکتریکی و یا برای افزایش ضخامت لایه فلزی که قبلا بهروش بدون برق (electroless) ایجاد شده ˛ بکار میرود.
اجزای یک فرآیند آبکاری الکتروشیمیایی شامل الکترولیت ˛ الکترودها و یک منبع جریان خارجی میباشد. الکترولیت همان محلول آبی حاوی کاتیون فلزی و سایر اجزا میباشد. این محلول حاوی یک نمک یونی برای ایجاد هدایت در محلول نیز میباشد. الکترودها اجزای هادی از فاز جامد میباشند که در داخل محلول الکترولیت قرار میگیرند و به دو قطب مثبت و منفی منبع جریان (یا ولتاژ) بااستفاده از سیمهای رابط وصل میشوند. الکترودی که به قطب منفی منبع ولتاژ وصل میشود کاتد (Cathode) نامیده میشود. الکترود کاتد در واقع خود قطعهای است که ایجاد روکش فلزی روی آن مدنظر است . الکترودی که به قطب مثبت منبع ولتاژ وصل میشود آند (Anode) نامیده می شود.
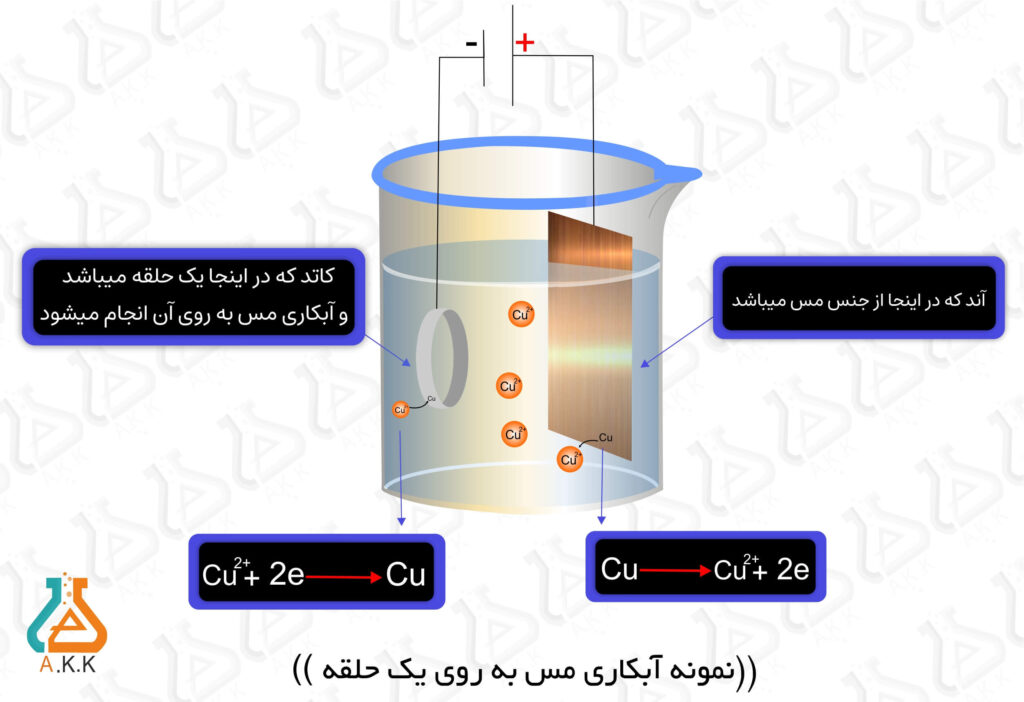
الکترود آند (قطب مثبت) بسته به نوع فرآیندهای آبکاری و واکنشهای انجام گرفته به دو نوع آند حلشونده و آند غیرقابلحل تقسیم می شود. در آندهای حلشونده ˛الکترود آند از جنس فلزی است که روکش شدن آن بر روی قطعه (کاتد) مدنظر است. در داخل محلول نیز کاتیون فلزی مربوطه وجود دارد. درطی فرآیندهای الکتروشیمیایی مربوطه ˛ فلز از سطح الکترود و تحت نیروی محرکه الکتریکی در داخل الکترولیت حل شده و از طرف دیگر کاتیون فلزی بهروی کاتد که در واقع خود قطعه است ˛ روکش میشود ویا اصطلاحا لایهنشانی الکتریکی (electrodeposition) انجام میگیرد و یک لایه پیوسته با ضخامت یکنواخت روی قطعه الکترود (کاتد) ایجاد میشود.
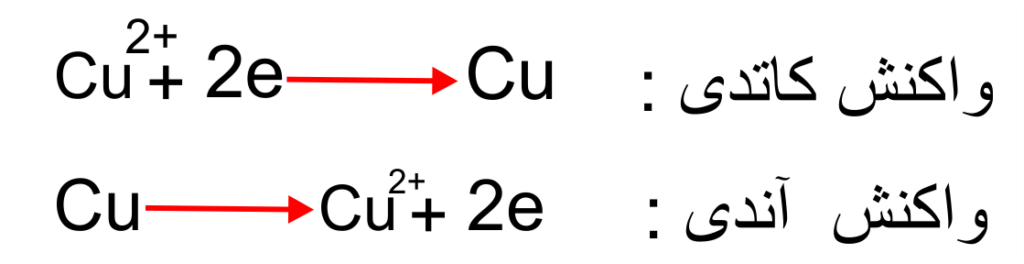
لازم بهذکر است که در قطب منفی(کاتد) واکنش احیای کاتیون فلزی برروی قطعه انجام میشود و در قطب مثبت(آند) واکنش حل شدن فلز یا اکسیداسیون انجام میگیرد. آبکاری نیکل و آبکاری مس مثالهایی عملی و تجاری برای آبکاری الکتریکی قطعات با استفاده از آندهای حلشونده میباشد.
در آبکاری با استفاده از آندهای حلشونده ˛ غلظت یون فلزی در داخل الکترولیت بدلیل حلشدن مداوم الکترود آند در آن متناسب با احیای فلز برروی قطعهی موردنظر ˛بطور نسبی ثابت باقی میماند و در نتیجه ترکیب الکترولیت برای مدت طولانی نیز ثابت است. با وجوداین بعداز مدتی و انجام آبکاری برروی مقدار انبوهی از قطعات و عدم تناسب سرعت حلشدن الکترود آند و نشست فلز برروی قطعه ˛ غلظت کاتیون فلزی در محلول کاهش مییابد که نیاز به افزودن نمک فلزی به محلول میباشد که به آن اصطلاحا Make up گفته می شود.
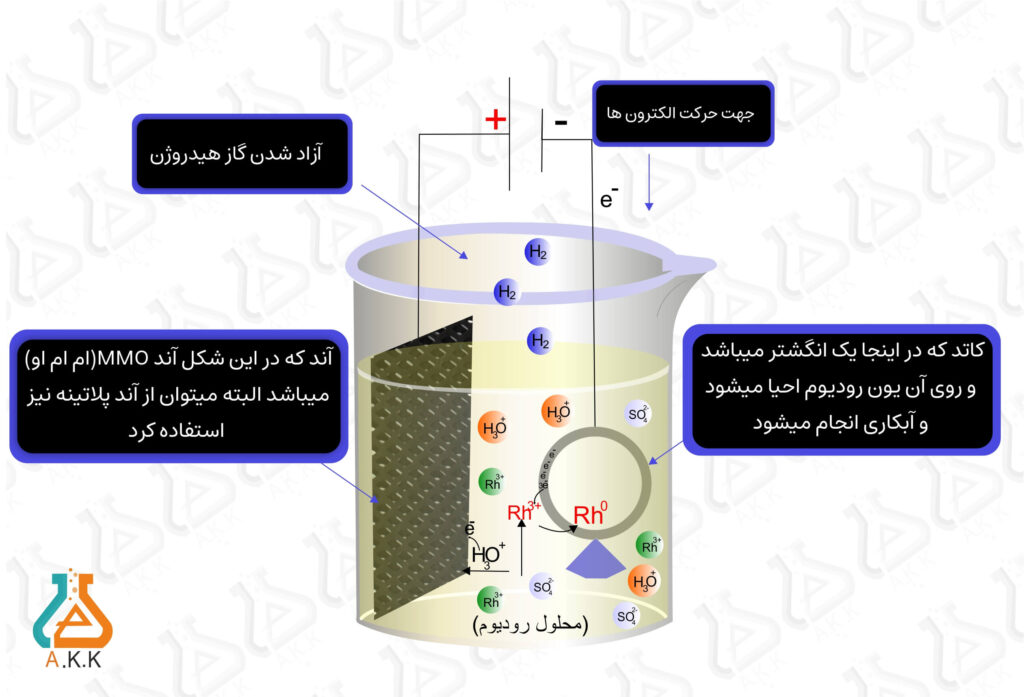
در آندهای حلشنونده ˛ یک واکنش آندی برروی سطح آند انجام میگیرد که توام با انحلال آند نمی باشد. در اکثر موارد این واکنش شامل اکسیداسیون آب بر سطح آند میباشد که توام با تولید اکسیژن میباشد :
الکترودهای آند غیرقابلحل که بطور متداول مورداستفاده قرار میگیرند شامل الکترود تیتانیم ˛ تیتانیم پلاتینه شده ˛ گرافیت ˛ MMO و استیل ضدزنگ میباشد. آبکاری رودیوم ˛ پلاتین و طلا با استفاده از آندهای غیرقابلحل قابل اجرا میباشند. معمولا در آبکاری فلزات گرانبها برروی قطعات فلزی از آندهای غیرقابلحل استفاده میشود.