پس از پاسخ به اینکه آبکاری چیست اکنون به بررسی انواع فرآیند آبکاری با محوریت آبکاری رک و بارل می پردازیم.
بسته به اندازه و شکل قطعاتی که آبکاری میشوند و نیز نوع فرآیند مورد استفاده ˛ فرآیند آبکاری میتواند بهروشهای مختلفی انجام میشود.
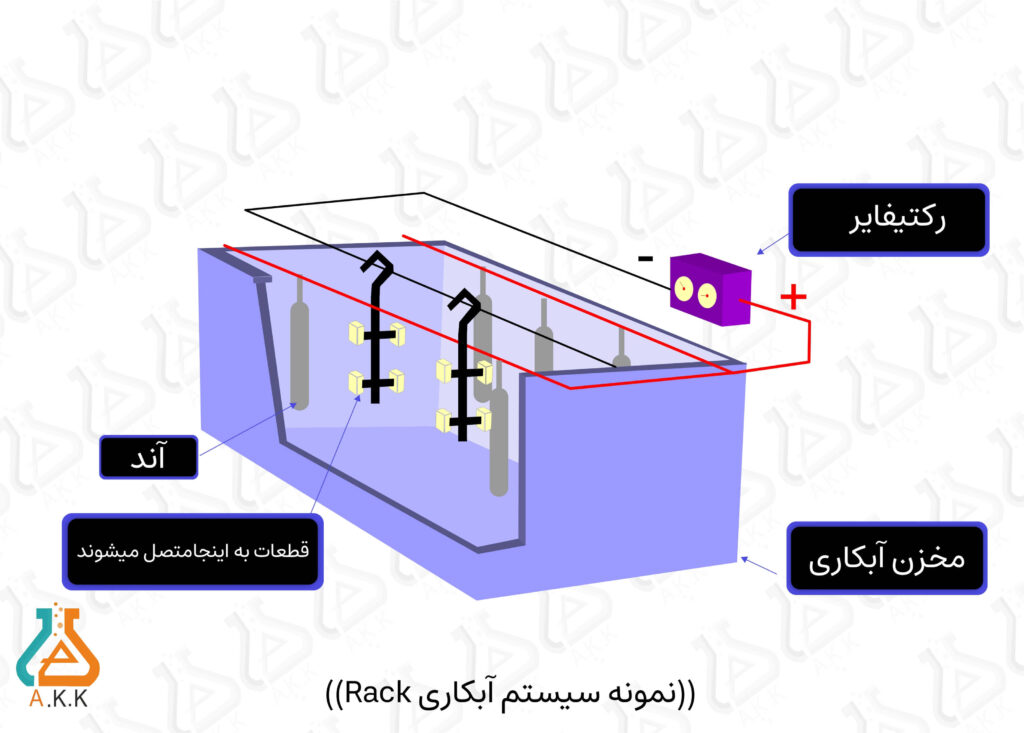
رَک ها نگهدارندههایی هستند که برای قرار دادن تعدادی از قطعات در آن مورد استفاده قرار میگیرد. رَکها از مواد هادی جریان ساخته میشوند و قطعات آبکاری شونده بواسطهی آنها در محلول آبکاری غوطهور میشوند. این فرآیند آبکاری معمولا بصورت غیرپیوسته و مرحلهای انجام میشود و در هر مرحله تعدادی از قطعات بر روی رَکها قرار میگیرند (یا فیکس میشوند). در فرآیندهای با مقیاسهای بسیار کوچک از قطعات مسی یا استیل چنگ مانند بعنوان رَک استفاده میشود. بعداز غوطهور کردن قطعات بهمدت زمان مناسب و اعمال ولتاژ لازم ˛ رَک از محلول آبکاری خارج شده و وارد مراحل بعدی میشود. درنهایت قطعات آبکاری بطور کامل شسته شده و خشک میشوند. معمولا در آبکاری Rack ˛ بایستی نگهدارندهی Rack و درنتیجه قطعات قرار گرفته برروی آن تکان داده شوند تا الکترولیت بتواند بطور کامل در تماس کافی با بخشهای مختلف قطعات و بویژه بخشهای خمیده یا لولهای قرار گیرد. عمل تکان دادنِ نگهدارنده و قطعات قرارگرفته ˛ هم میتواند بصورت دستی و هم بصورت نیمهاتوماتیک ˛ بطور مکانیکی در داخل الکترولیت همزده شود. در آبکاریهای در مقیاس خیلی بزرگ ممکن است از یک سیستم کاملا اتوماتیک استفاده شود که در آن کلیهی مراحل آبکاری Rack توسط برنامهی کامپیوتری و یک کنترلکننده با منطق قابل برنامهریزی (PLC) انجام میگیرد.
برخی از قطعات آبکاری شونده مانند پیچ و مهره کوچک بوده و حجم بالایی از آنها در روز تولید و آبکاری میشوند.
طبعا آبکاری Rack برای چنین قطعاتی چه بهلحاظ شکل و اندازهی آنها و چه بهلحاظ تعداد قطعاتی که بایستی در روز آبکاری شوند ˛ قابل کاربرد نیست. برحسب ابعاد و شکل قطعات ˛ تجهیزات خاصی برای آبکاری مورد نیاز میباشد. متداولترین و پرکاربردترین سیستمی که برای این منظور مورداستفاده قرار میگیرد اصطلاحا آبکاری بشکهای (Barrel Plating) گفته میشود.
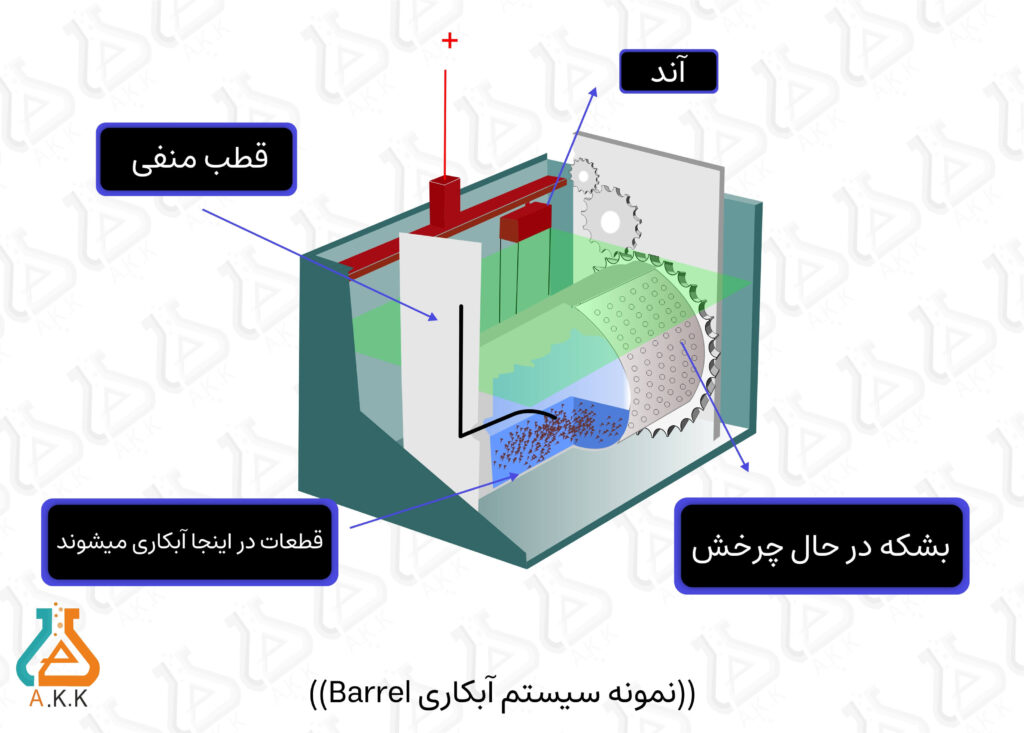
آبکاری انبوه که علیرغم تمام مزایای آن برای انجام آبکاری بصورت انبوه برروی قطعات ریز ˛ برای آبکاری قطعات حساس چندان مناسب نیست چراکه امکان خراشیدهشدن و یا خمیدهشدن و تغییر شکل آنها در طول فرآیند آبکاری وجود دارد. بکارگیری شرایط فرآیندی مناسب میتواند آسیبهای مذکور به قطعات در حین آبکاری را به حداقل برساند که ازآن جمله میتوان به بارگیری قطعات به مقدار مناسب و نه زیاد در بشکه آبکاری و استفاده از سرعت چرخش بشکه مناسب در حین آبکاری اشاره کرد.
بشکههای آبکاری از اهمیت بالایی در آبکاری قطعات ریزی که بطور انبوه و در مقادیر زیاد (مثلا میلیونها قطعه در روز) تولید میشوند ˛ برخوردار است. این بشکهها معمولا بصورت استوانهای یا چندضلعی ساخته میشوند. این بشکهها در طول فرآیند آبکاری در امتداد محور افقی در داخل محلول میچرخند.
آبکاری بشکهای میتواند بصورت نیمهاتوماتیک و تماماتوماتیک انجام شود. ابتدا قطعات ریز بهمقدار مناسب در داخل بشکه قرار داده شده و سپس بشکه به ترتیب در محلولهای مختلف برای آمادهسازی اولیه قرار گرفته و نهایتا وارد محلول الکترولیت آبکاری میشوند. چرخش بشکهی آبکاری معمولا توسط یک موتور افلکتریکی انجام میگیرد. در انتها قطعات آبکاری شده از بشکهی آبکاری خارج شده و خشک میشود. اندازهی بشکههای آبکاری بسته به قطعات مورد استفاده و حجم آنها متغییر است. برخی از بشکههای بزرگ میتوانند بهطول ۲متر و قطر ۱متر نیز باشند. بشکههای خیلی کوچک نیز میتوانند با قطر و طول ۵سانتیمتری وجود داشته باشند.